焊接机器人目前已广泛应用于机箱机柜、车体制造、工程机械、船舶修造、航空航天、钣金加工、设备装配、检测平台、医疗器械、结构件焊接、自行车(摩托车)制造等制造领域。机器人标准模块柔性组合夹具的应用,提高了产品夹持定位的精度和更换夹具的时间,从而降低了生产成本。
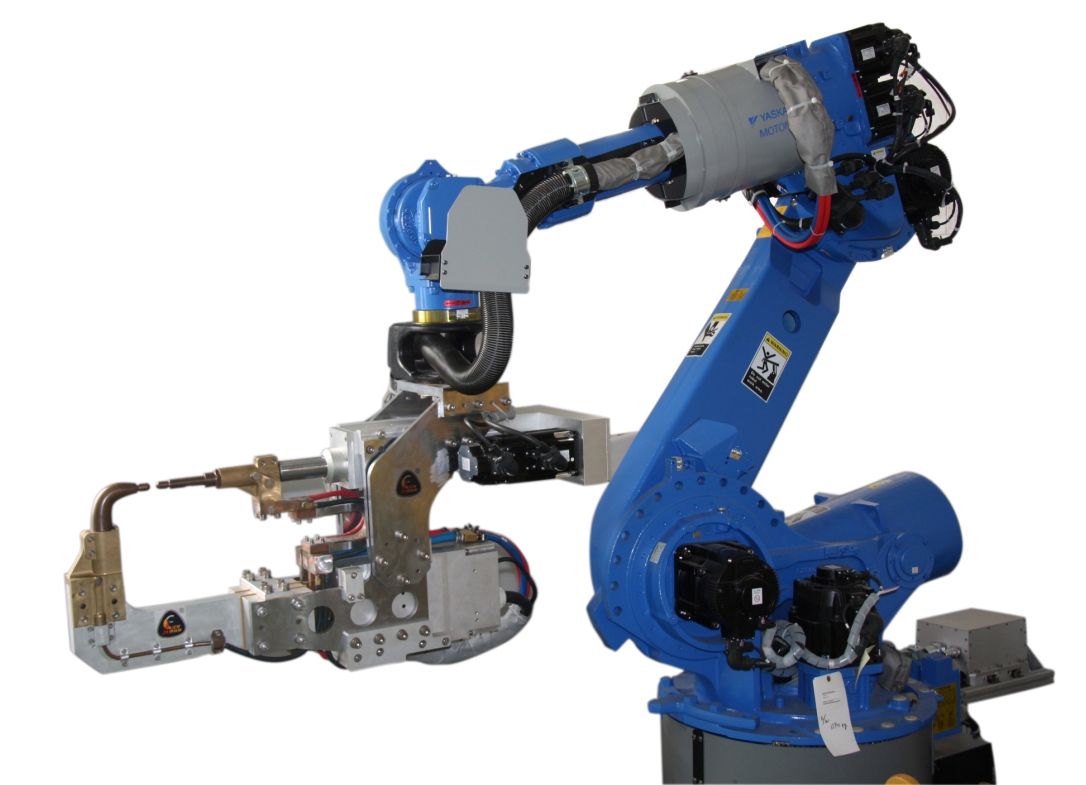
焊接机器人主要包括机器人本体和焊接设备两部分。机器人由机器人本体和控制柜(硬件及软件)组成。而焊接装备,以弧焊及点焊为例,则由焊接电源,(包括其控制系统)、送丝机(弧焊)、焊枪(钳)等部分组成。对于智能机器人还应有传感系统,如激光或摄像传感器及其控制装置等。
工业焊接机器人按焊接方式可分为点焊机器人和弧焊机器人
一、点焊机器人的特点:
点焊对所用的机器人的要求是不很高的。因为点焊只需点位控制,至于焊钳在点与点之间的移动轨迹没有严格要求。这也是机器人最早只能用于点焊的原因。点焊用机器人不仅要有足够的负载能力,而且在点与点之间移位时速度要快捷,动作要平稳,定位要准确,以减少移位的时间,提 机械臂高工作效率。
点焊机器人需要有多大的负载能力,取决于所用的焊钳形式。对于用与变压器分离的焊钳,30~45kg负载的机器人就足够了。但是,这种焊钳一方面由于二次电缆线长,电能损耗大,也不利于机器人将焊钳伸入工件内部焊接;另一方面电缆线随机器人运动而不停摆动,电缆的损坏较快。
因此,目前逐渐增多采用一体式焊钳。这种焊钳连同变压器质量在70kg左右。考虑到机器人要有足够的负载能力,能以较大的加速度将焊钳送到空间位置进行焊接,一般都选用100~150kg负载的重型机器人。为了适应连续点焊时焊钳短距离快速移位的要求,新的重型机器人增加了可在0.3s内完成50mm位移的功能。这对电机的性能,微机的运算速度和算法都提出更高的要求。
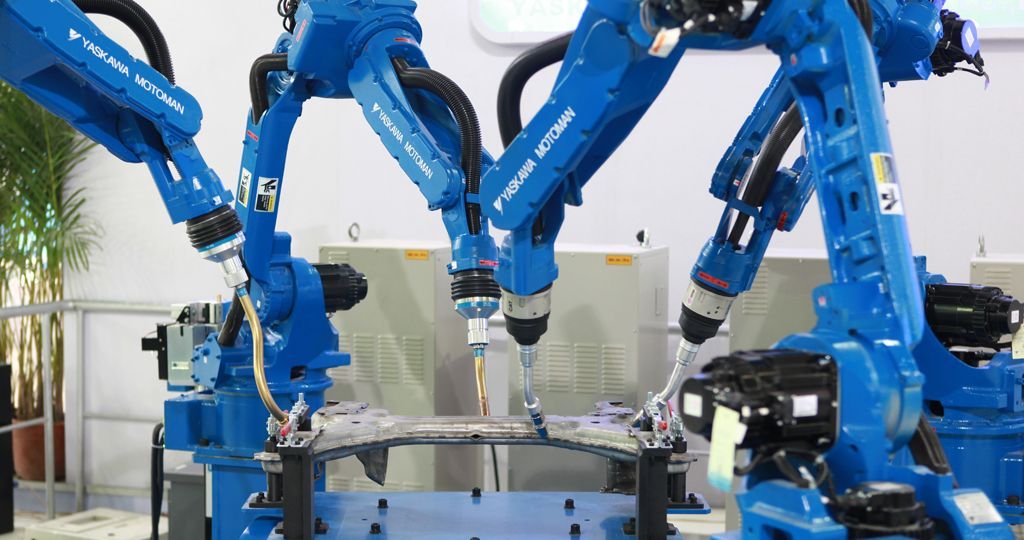
二、弧焊机器人的特点:
弧焊用机器人除了前面所述的一般功能外,还必须具备一些适合弧焊要求的功能。弧焊过程比点焊过程要复杂得多,工具中心点(TCP),也就是焊丝端头的运动轨迹、焊枪姿态、焊接参数都要求精确控制。所以,虽然从理论上讲,有5个轴的机器人就可以用于电弧焊,但是对复杂形状的焊缝,用5个轴的机器人会有困难。因此,除非焊缝比较简单,否则应尽量选用6轴机器人。
弧焊机器人除前面图2提及的在作“之”字形拐角焊或小直径圆焊缝焊接时,其轨迹应能贴近示教的轨迹之外,还应具备不同摆动样式的软件功能,供编程时选用,以便作摆动焊,而且摆动在每一周期中的停顿点处,机器人也应自动停止向前运动,以满足工艺要求。
此外,还应有接触寻位、自动寻找焊缝起点位置、电弧跟踪及自动再引弧功能等。
统一客服电话:400-004-8480
企业营销 Q Q: 4000048480



 sanwzb
sanwzb 400-004-8480
400-004-8480

