三、汽车焊接的焊接技术
焊接是利用各种形式的能量使被加工的材料产生永久连接的一种成型方法。焊接成形能化大为小,以小拼大,特别适于制造大型的金属结构和机器零件;焊接与铸造、锻造等工艺相结合,可使复杂零件的成形工艺得以简化,便于实现机械化和自动化。焊接技术尤其在汽车等机械行业中应用广泛。
汽车的白车身、发动机和变速箱等都离不开焊接技术的应用。在以“钢结构”为主的汽车车身的焊接加工中,汽车焊接又有不同于其他产品焊接的要求:
1. 对焊接件的尺寸精度要求高。为了保证产品的装配精度和尺寸稳定性,要求尽可能减少薄板件在焊前的精度偏差和焊后的热应力与变形。
2. 对焊缝接头的性能要求高,焊接接头不仅要满足静态和动态的力学性能指标,而且有苛刻的低周疲劳性能要求。
3. 对批量焊接生产品质高且一致性好的要求。
4. 对焊接生产过程高节拍、高效率的要求。
5. 对“零缺陷”的质量控制与保证,提出了自动化焊接过程的监测与信息化管理的要求。
近几年来,汽车工业在焊接新技术、新型的柔性组合工装夹具的应用及推广方面起了积极的推动作用。针对汽车产品“更轻、更安全、性能更好且成本更低”的发展目标,当前的汽车焊接技术正在传统的材料连接概念与方法的基础上迅速地延伸和拓展,并向先进的“精量化焊接制造”的方向发展。
车的发动机、变速箱、车桥、车架、车身、车厢六大组成都离不开焊接技术的应用,在汽车零部件的制造中,点焊、凸焊、缝焊、滚点(凸)焊、焊条电弧焊、CO₂气体保护焊、氩弧焊、气焊、钎焊、摩擦焊、电子束焊和激光焊等各种焊接方法中,由于点焊、气体保护焊、钎焊具有生产量大,自动化程度高,高速、低耗、焊接变形小、易操作的特点,所以对汽车车身薄板覆盖零部件特别适合,因此,在汽车生产中应用最多。在投资费用中点焊约占75%,其它焊接方法只占25%。
车身的焊接工装夹具质量直接决定着后面工序的质量,车身的装配质量不良,不仅影响整车外观,还会导致漏雨、风噪、路噪和车门关闭障碍的发生,所以,焊接应该引起足够重视。汽车工业中,焊接是汽车零部件与车身制造中的一个关键环节,起着承上启下的特殊作用,同时,汽车产品的车型众多、成形结构复杂、零部件生产专业化、标准化以及汽车制造在质量、效率和成本等方面的综合要求,都决定了汽车焊接加工是一个多学科、跨领域和技术集成性强的生产过程。在目前汽车零部件及白车身的制造中,主要的焊接方法有电阻点焊、CO₂气体保护焊和激光焊,另外也有采用氩弧焊、电子束焊、摩擦焊工艺、中频焊接技术等。
下面分别讲述一下汽车主要的焊接方法:
1. 电阻焊
电阻焊是工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法,目前广泛应用于汽车制造中。电阻焊用于焊接汽车行业的复杂接头,如汽车保险杠、仪表板、塑料管接头、容器等。在点焊过程中,影响焊点质量的因素有:焊接电流、焊接压力、电极的端面形状、穿过电极的铁磁性物质及分流等。特别在阻焊设备较多的焊接车间,同时工作的焊机相互感应,对电网产生影响,导致焊接质量的稳定性和一致性较差。因此,电阻点焊控制技术显得尤为重要。目前,控制模式已由单模式控制发展为多模式控制,调节参量已由初始的单变量调节发展为多变量调节,在焊接过程中可同时对焊接电流、焊接时间和焊接压力进行调节。
2. 气体保护焊
用外加气体作为电弧介质并保护电弧和焊接区的电弧焊,简称气体保护焊。CO₂气体保护焊作为一种高效的焊接方法,以其焊接变形小和焊接成本低的特点,在我国汽车业获得了广泛的运用。但CO₂气体保护焊在实际应用中还存在一些问题:以CO₂气保焊中应用最为广泛的短路过渡形式为例,电弧电压、焊接电流或焊接回路电感匹配不当,或焊丝干伸长度不合适,都可能造成焊接电弧不稳定、飞溅以及未焊透等,对焊缝成形、焊缝的机械性能有较大影响。另外,短路过渡焊接时对焊接电源的动特性要求很高。如果选型错误,稳定焊接电弧的参数范围狭窄,会影响焊接的质量。从而对汽车生产质量产生一定的影响。
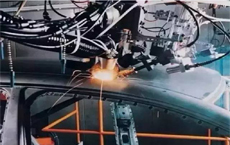
3. 激光焊
激光焊接被认为是21世纪最有发展前景的制造技术之一。激光焊是利用激光器受激产生的激光束,通过聚焦系统并调焦到焊件接头处,将光能转换为热能,使金属熔化形成接头。与传统的点焊相比,激光焊接在焊接精度、效率、可靠性、自动化、轻量化和降低成本等方面,都具有无可比拟的优越性。激光焊是利用激光器受激产生的激光束,通过聚焦系统并调焦到焊件接头处,将光能转换为热能,使金属熔化形成接头。与传统的点焊相比,激光焊接配合高精度的柔性组合工装夹具在焊接精度、效率、可靠性、自动化、轻量化和降低成本等方面都具有无可比拟的优越性。激光焊接被认为是21世纪最有发展前景的制造技术之一。
激光焊接设备的关键是大功率激光器,目前主要有两大类,一类是固体激光器,主要优点是产生的光束可以通过光纤传送,适用于柔性制造系统或远程加工。另一类是气体激光器,又称CO₂激光器,以分子气体作工作介质,可以连续工作并输出很高的功率。 汽车工业中,激光技术主要用于车身拼焊和零件焊接,例如顶蓬与侧围的焊接。但激光焊接要求焊件装配精度高,且要求光束在工件上的位置不能有显著偏移。否则很容易造成焊接缺陷。激光焊接在汽车工业中,特别是中高档车的生产中已成为标准工艺,如大众公司生产的Golf在焊接长度方面:激光焊接为52.5m;利用同一激光源的激光钎焊焊缝为3.6m;粘合剂接合为22.6m;亚弧焊为4.7m;点焊为2938处。按照对车体结构整体组成的贡献计算,激光焊与点焊的比例各占45%,远远超过其他连接方法,激光焊接及柔性组合焊接工装夹具已经成为汽车制造造领域中不可缺少的工艺及装备。
以激光焊接为代表的精量化焊接生产方式用一种新的技术理念促进了汽车焊接技术的进步。此外,一些新的连接方法也率先在汽车制造中获得应用。如变极性MIG/MAG焊接方法、激光——电弧复合焊接方法、磁脉冲焊接方法、胶接和机械连接方法等都已开始成功地应用在各类新车型的制造中。使汽车生产质量大大提高。
4. 中频焊接技术
中频逆变直流焊机是将工频(50Hz)交流变换成中频(上千Hz)直流输出,时间分辨率比工频高,控制精度高,并且输出电流不受次级输出回路变化影响,热效率较高,输出功率很大,焊接品质更好。与传统工频焊机的能耗高、焊点不稳定、焊接飞溅大、焊接品质相对较差等缺点相比,中频焊机具有焊 接品质好、控制精度高、焊接速度高、节能效果明显、设备体积与自重相对较小、可以广泛点焊异种金属、节能环保等优良特性。近年来,国外部分生产汽车批量大的企业,已将中频焊接技术应用于轿车白车身焊装线。在欧洲,中频点焊机器人使用量已占40%,并扩大到铝合金轿车车身的点焊作业。
国内如一汽大众,也基本上采用中频点焊设备,目前卡车生产线尚没有大规模应用。由于中频逆变焊机具有高效节能优点,在全球提倡节能环保低碳生活的今天,在汽车制造业中应积极采用中频焊接技术。使其在未来的汽车生产中有举足轻重的作用。
5. 机器人焊接技术
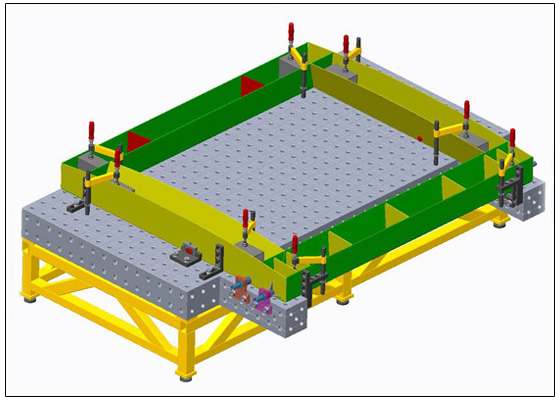
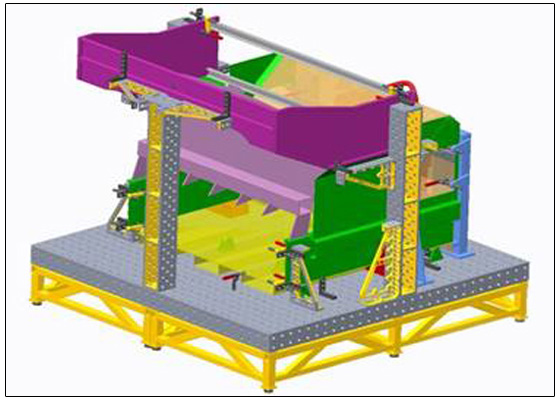
现代焊接技术中的机器人焊接技术在汽车生产中也具有举足轻重的作用。焊装生产线是由焊接设备、工装夹具、传输系统和自动控制等部分组成。因此,生产线的整体柔性程度由各组成部分的柔性程度所决定。其中焊接设备的柔性化是决定焊装生产线柔性程度的关键,工装夹具是决定焊接生产线柔性程度的主要因素,而柔性组合工装夹具的使用更是降低了工装夹具的投入。
车身焊装线上的焊接设备主要有手工焊设备、自动焊专机及焊接机器人三类。手工焊接设备主要包括悬挂式点焊机、半自动CO₂气体保护焊机等,它们均属于通用标准设备。通过人工操作完成焊接工作,其独立性较强,便于安装、调整及维修,且价格低廉,所以在生产发展的各个时代都得到了广泛地应用。自动焊专机包括多点焊机、台式自动焊机及各种焊接机械手,这些专机结构复杂、动作简单、程序基本固定、制造成本及维修费用高,只适用于某一种产品焊接,柔性程度低。
所以,只有在单一品种、大批量生产的焊装生产线上采用,以前,一般在年生产纲领为6万辆以上的生产线上采用,现在只有更大年生产量的生产线才予以考虑。焊接机器人是本体独立,动作自由度多,程序变更灵活、自动化程度高、柔性程度极高的焊接设备。具有多用途功能、重复精度高,焊接质量高、抓取重量大、运动速度快、动作稳定可靠等特点,焊接机器人是焊接设备柔性化的最佳选择。焊接设备作为焊装生产线的重要组成部分,是否采用焊接机器人是焊装生产线柔性程度的重要标志之一。汽车制造的批量化、高效率和对产品质量一致性的要求,使机器人生产方式在汽车焊接中获得了大量应用。现代焊接技术对汽车生产质量确实起到了举足轻重的作用!
汽车工业是世界性的产业,汽车工业作为一个支柱产业,它的每一个发展、进步,都离不开相关科学技术、工业等发展支持。随着我国汽车制造业的发展,焊接技术取得了巨大的进步,但是与发达国家的汽车工业相比还存在巨大的差距。面对国际竞争全球化、国内竞争国际化的形势,为使我国汽车工业能在世界汽车工业的发展中占有一席之地,唯有依靠包括焊接技术在内的制造技术的进步和创新能力的提高,才能实现中国汽车工业自主发展的目标。
当中国从“中国制造”走向“中国创造”后,会有更多的中国自主的柔性组合夹具品牌为世界所认知。柔性组合工装夹具产业作为支撑汽车发展的劲旅,生机盎然,怀揣民族工业精神的这支产业必将走向世界,迈向辉煌!
统一客服电话:400-004-8480
企业营销 Q Q: 4000048480


 中国经济的不断增长加快了中国汽车制造业,工程机械产业,船舶重工的发展,据中国汽车工业协会公布的数据显示,2007年我国汽车产销量双双超过880万辆,同比增长高达22.02%,中国成为仅次于美国的第二大汽车消费国,预计2015年汽车销量可达1500万辆。而专用汽车生产则向小批量、多样化方向发展。汽车专用模具、夹具在成本和制造周期上给生产单位带来了巨大的压力,因此,柔性组合夹具则成为了制造企业的必然选择,这样能够减少匹配周期,降低生产成本。
中国经济的不断增长加快了中国汽车制造业,工程机械产业,船舶重工的发展,据中国汽车工业协会公布的数据显示,2007年我国汽车产销量双双超过880万辆,同比增长高达22.02%,中国成为仅次于美国的第二大汽车消费国,预计2015年汽车销量可达1500万辆。而专用汽车生产则向小批量、多样化方向发展。汽车专用模具、夹具在成本和制造周期上给生产单位带来了巨大的压力,因此,柔性组合夹具则成为了制造企业的必然选择,这样能够减少匹配周期,降低生产成本。

 sanwzb
sanwzb 400-004-8480
400-004-8480

